Mixing is a unit operation in which uniform mixture is obtained from two or more compounds by dispersing one within another. When two or more materials are mixed, the goal of mixing is to obtain homogeneous final mixture. Homogeneity is the quality of being homogeneous. A perfect homogeneous sample indicates the state of complete mixing. Mixing has no preservative effect on food. It is a processing aid to alter eating quality of food and to achieve different functional and sensory quality of food. In some food adequate mixing is necessary to ensure that the proportion of each component in the sample complies with legislative standards.
1. Blending of two immiscible liquids. Example; organic solvent and water
2. Dissolving solids in liquid. Example; Salt in water
3. Mixing fluid to incorporate heat transfer between fluid and heating jacket in the vessel wall
4. Suspending of the fine solid particles in liquid. Example; catalytic hydrogenation
Mechanism of mixing: The energy from agitator is transferred to the whole mass which causes diffusion of particles at the rate same as the rate of mixing. There are two types of diffusion phenomenon.
1. Total conventional diffusion: The impeller of the agitator gives energy to the liquid which results in high motion. The highly agitated liquid pushes surrounding liquid and it causes movement of liquid within the tank.
2. Whirling conventional diffusion: The motion in so many localities would not be according to laminar flow. There occurs turbulence in those localities and causes diffusion in whirling motion.
Types of mixing: On the basis of properties of particle used in mixing, mixing can be classified as
1. Solid – Solid mixing
2. Solid – Liquid mixing
3. Liquid – Liquid mixing
4. Gas – Liquid mixing
5. Gas – Liquid – Solid mixing
Solid – Solid mixing: In this mixing, the components in the mixtures are in solid form. Mixing of solid – solid component is more complicated than mixing of other phases. Particularly if one of the solid component is in minor quantities, the task of mixing it evenly becomes more challenging. For example, mixing of small quantities of yeast to dough making flour or mixing vitamin premixes in ppm level for food and feed fortification. Mixing of solid require more power than other mixing and it is very difficult to obtain homogeneous mixture. Popular used mixtures for solid – solid mixing are
1. Tumbler mixer
2. Vertical screw mixer
3. Fluidized bed mixer


Solid – liquid mixing: In this mixing, one mixing component is solid while other is liquid and the mixture forms paste like material. In this type of mixing, performance of mixture depends on direct contact between mixing element and materials of mixture. The local action responsible for mixing have been described as kneading in which materials are pressed against vessel wall and folding in which fresh materials are enveloped by already mixed materials. The material is subjected to shear and is often stretched and torn apart by the action of mixing element. In general, higher the consistency of mixture, greater the diameter of impeller and slower the speed of rotation. following are the characteristics of solid – liquid mixing
1. Should not be coarse
2. Liquid should not be too viscous
3. Amount of solid per unit volume of liquid should not be too high or too low
Popularly used mixtures for solid – liquid mixing are
1. Dough kneaders
2. Ribbon mixtures


Liquid – Liquid mixing: in this type of mixing, both of the two mixing components are in liquid phase which may be miscible or immiscible. During mixing of fluids, consideration should be taken into types of fluid or solvents. Generally, solvents are broadly classified as polar and non-polar solvents.
Polar solvents: These solvents are capable of forming hydrogen bonds with water to dissolve in water. Example; water, ethanol, methanol, acetone, Isopropanol.
Non polar solvents: These solvents cannot form enough hydrogen bonding per molecule to dissolve in water. Examples; Pentane, Hexane, Benzene, Toluene.
Liquid mixing is fast as compared to solid mixing and solid – liquid mixing. However, due to low diffusion capacity of liquid in comparison with gas, external energy is required to get fast diffusion. Energy is supplied by means of agitation to obtain homogenous mixture.
The mixture used for liquid – liquid mixing consists of one or more impeller fixed to rotating shaft which creates current within the liquid. These current should travel throughout the mixing vessel for proper mixing. It is not sufficient simply to circulate the liquid. So turbulence condition must be created within moving stream of liquid. When moving stream of liquid comes in contact with stationary or slow moving liquid, shear occurs at interface and low velocity liquid is entrained (routed / headed) with faster moving stream therein. Popularly used mixers for liquid mixing are
1. Jet mixers
2. Turbine mixers
3. Liquid mixer agitator


Homogenization: The term homogenization denotes two operations; reducing size of particles or droplets of dispersed phase and distributing them uniformly throughout the continuous phase. The continuous phase is always liquid but the dispersed phase may be liquid or solid giving emulsions after homogenization. In order for a mixture to be homogenized, it must be of pumpable consistency because continuous homogenizers use a pump. There are generally three types of homogenizers.
1. High pressure homogenizer (HPH): It is popularly used in dairy industry and works at pressure of 2500 Psi.
2. Low pressure homogenizer (PLH): It is used for handling low viscosity fatty liquid such as palm oil.
3. Ultrasonic homogenizer (USH): Used for very low particle homogenization. Example in microbial cell, Single Cell Protein (SCP) production, to extract protein from SCP.

Objectives of homogenization:
1. Mechanically or physically stabilize against sedimentation or creaming
2. To improve sensory properties of food products, durability of lubricating materials or the color richness of plant pigments
3. To disrupt the microbial or plant cells in order to remove cell contents. For example; manufacturing of enzymes, metabolites, single cell protein.
Terminal velocity during homogenization of milk: Terminal velocity of dispersed phase in a solution is given by formula
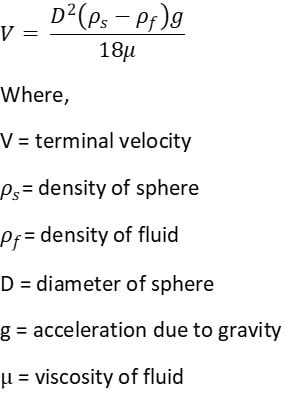
Here, terminal velocity (highest velocity attainable by an object as it falls through a fluid) indicates the gravity settling of spheres (fat globules) of diameter D moving through fluid if density of sphere is greater than that of fluid (ρs > ρf). But in case of milk, density of fluid is greater than that of spherical fat globule (ρf > ρs). Therefore, the above equation becomes

Here, the velocity indicates movement of fat globules to the surface. Generally in case of milk, diameter of fat globules is 10 μm. Greater the diameter, greater the velocity and fat globules will move towards upper part and form a layer of fat on the surface. The oxidation of fat which occurs when layer is formed, spoils the whole milk. Therefore, to inhibit the formation of fat layer, homogenization is done. By this process size of fat globule is reduced to 1 – 2 μm. Since the diameter is small, ultimately, velocity will be small and fat globules will not be separated off the surface the milk.
About Author

Name : Pratiksha Shrestha
pratiksha.shrestha2001@gmail.com
Ms. Shrestha holds masters degree in food engineering and bioprocess technology from Asian Institute of Technology (AIT) Thailand. She is currently working for Government of Nepal at Department of Food Technology and Quality Control (DFTQC), Kathmandu. She is also a teaching faculty in College of Applied food and Dairy Technology (CAFODAT) affiliated to Purbanchal university, Nepal.